铝外壳在生产过程中应注意的事项。
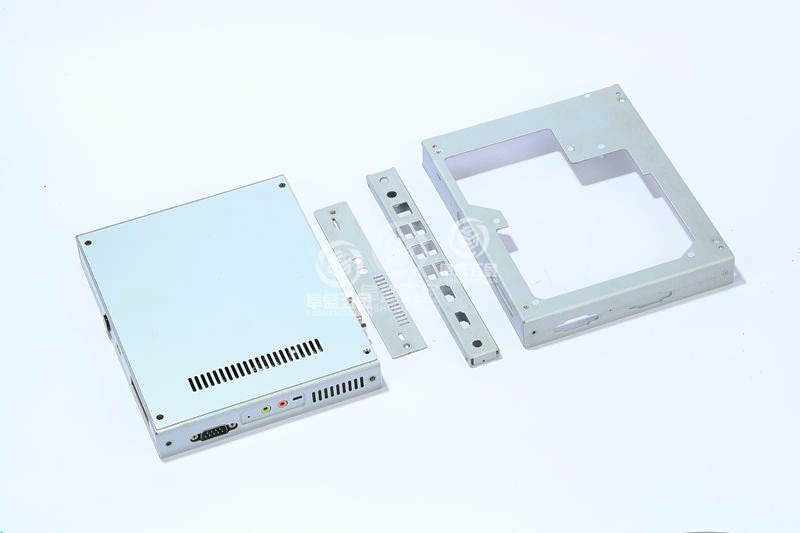
随着电子设备的快速发展,铝型材外壳作为电子设备的维修包装,材料的种类也很普遍,铝外壳制造厂家主要采用基本pvd镀膜工艺,主要是采用预镀和电镀流程,铝型材加工工艺是将活性镀膜放入食用盐和硫酸溶液中进行有机化学处理,可以加工成各种形状,金黄、彩色、灰黑色等亮度高、种类多的系列产品。
留心厚道较高、悬壁较长、倾斜较大、壁厚差距较大、外形怪异等型材的尖端、细齿、长腿、弧形面、倾斜面、张口、聚焦点等处受力情况,防止部分型材或斑点型材变形、扭扭、螺旋式等缺陷产生。
铝壳制造厂因硅化毛条有阻热传出的实际效果,装饰设计表面要求高的铝型材必然要多前后多旋转,便于排热匀称,减少因排热不匀晶粒大小而引起的横纹亮斑缺陷,特别是大波纹面、壁厚铝型材更要注意。
上料、搬运、拉伸全过程中不可相互摩擦、牵扯、叠层、拥挤、缠绕在一起,应彼此预置一定的间距。对于容易变形、进给长度的铝合金型材型材,应立即进行紧急处理,必要时相互进行维修紧急处理。

铝型材外壳的拉伸必须在铝合金型材冷却50度以下才能移到拉伸架上进行拉伸工作,温度过高即会导致拉伸过程中被硅化的毛条烫伤,更因为无法彻底解决铝合金型材的热应力而在瞬间前后呈现坎坷、扭动、作用不良等肯定性废料。
拉伸量的操纵在1%左右不变,并且要注意拉伸量过大造成头里尾极限偏移的原因,表面波浪形的麻花(鱼鳞)痕,拉伸强度低,强度偏高易发脆(塑性变形小)。铝壳制造厂家在生产过程中若产品的拉伸量过小,就会使型材的拉伸强度和强度略有降低,甚至不能及时(热处理)提高硬度,型材易弯曲(别名大砍刀弯)。
铝型材壳体的拉拔形状、极限变形等参数的控制,应采用适合的垫片和适合的具体方法。铝制品厂提醒同行特别注意开口料、弧形料、悬壁料、及其凹凸不平形状的型材,注意拉伸垫片的有效使用。




 在线客服
在线客服 